By Bruce Tseng, Valve Engineer at NTGD Valve
Technically reviewed by NTGD Engineering Team
Last updated: March 2026
A Double Block and Bleed Valve (DBB valve) is used when a system needs two sealing barriers with a bleed point between them so that pressure can be isolated, the cavity can be vented, and seat integrity can be verified before maintenance, testing, or shutdown work begins.
In real projects, DBB valves, often configured within the broader ball valve family for isolation service, are not selected just because they are compact. They are selected because they can help reduce leak paths, simplify piping, improve maintenance safety, and save space compared with traditional multi-valve assemblies. That said, one of the most common and most expensive mistakes in the field is treating DBB and DIB as if they are automatically interchangeable. They are not.
For engineers, EPC contractors, and industrial buyers, the practical questions are usually these:
-
When is a DBB valve the right choice?
-
When should a DIB valve be used instead?
-
What seat logic and cavity relief behavior matter?
-
What standards and tests should be specified?
-
How can you avoid costly selection mistakes before ordering?
This guide answers those questions from an application and project perspective, with a focus on oil & gas pipelines, custody transfer metering skids, pigging systems, instrumentation isolation, sour service, and other maintenance-critical industrial applications.
What Is a Double Block and Bleed Valve?
A Double Block and Bleed Valve is a valve arrangement or integrated valve design that provides:
-
two isolation points
-
one bleed or vent point between them
The purpose is simple but critical: isolate pressure, vent trapped fluid in the cavity, and verify that the sealing barriers are performing as intended before opening downstream equipment or starting maintenance work.
In pipeline valve terminology, DBB is commonly associated with the API 6D definition of a valve with two seating surfaces that, in the closed position, provide sealing against pressure from both ends, with a means of venting or bleeding the cavity between them. In plant safety practice, the term is also used more broadly to describe the closure of a line by shutting two inline valves and opening a drain or vent between them. For a broader view of DBB as part of industrial ball valve design, see our ball valve types and selection guide.
That distinction matters. In engineering specifications, “DBB” may refer either to:
-
a functional isolation philosophy, or
-
a specific integrated valve design
If that difference is not clarified early in a project, selection errors usually follow.
Why DBB Valves Matter
DBB valves are commonly selected because they can help:
-
provide positive isolation for maintenance
-
reduce external leak paths
-
reduce overall assembly weight and footprint
-
simplify installation compared with multiple separate valves
-
support safer pressure verification before line breaking
-
improve control of fugitive emissions reduction strategies in critical service
In many applications, the real value of a DBB valve is not that it combines functions into one body. The real value is that it gives operators a more controlled and more verifiable isolation process.
How a DBB Valve Works
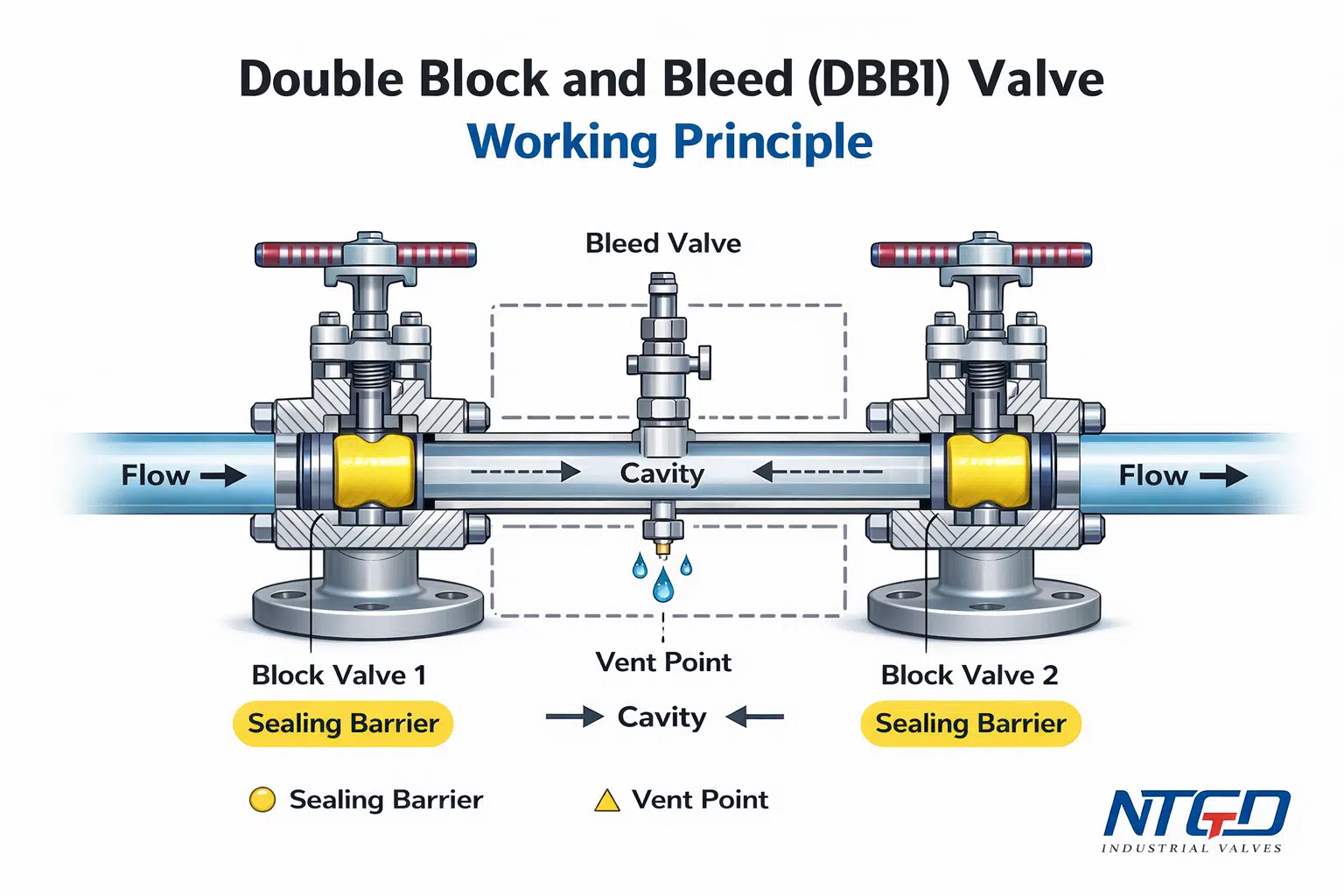
The working principle of a DBB valve is straightforward, but the engineering implications are not.
When the valve is closed, the system creates:
-
The first sealing barrier
-
The second sealing barrier
-
A cavity between them
-
A bleed or vent path from that cavity
Once the cavity is vented, operators can observe whether pressure continues to build up or whether fluid continues to escape. That tells them whether the seats are holding.
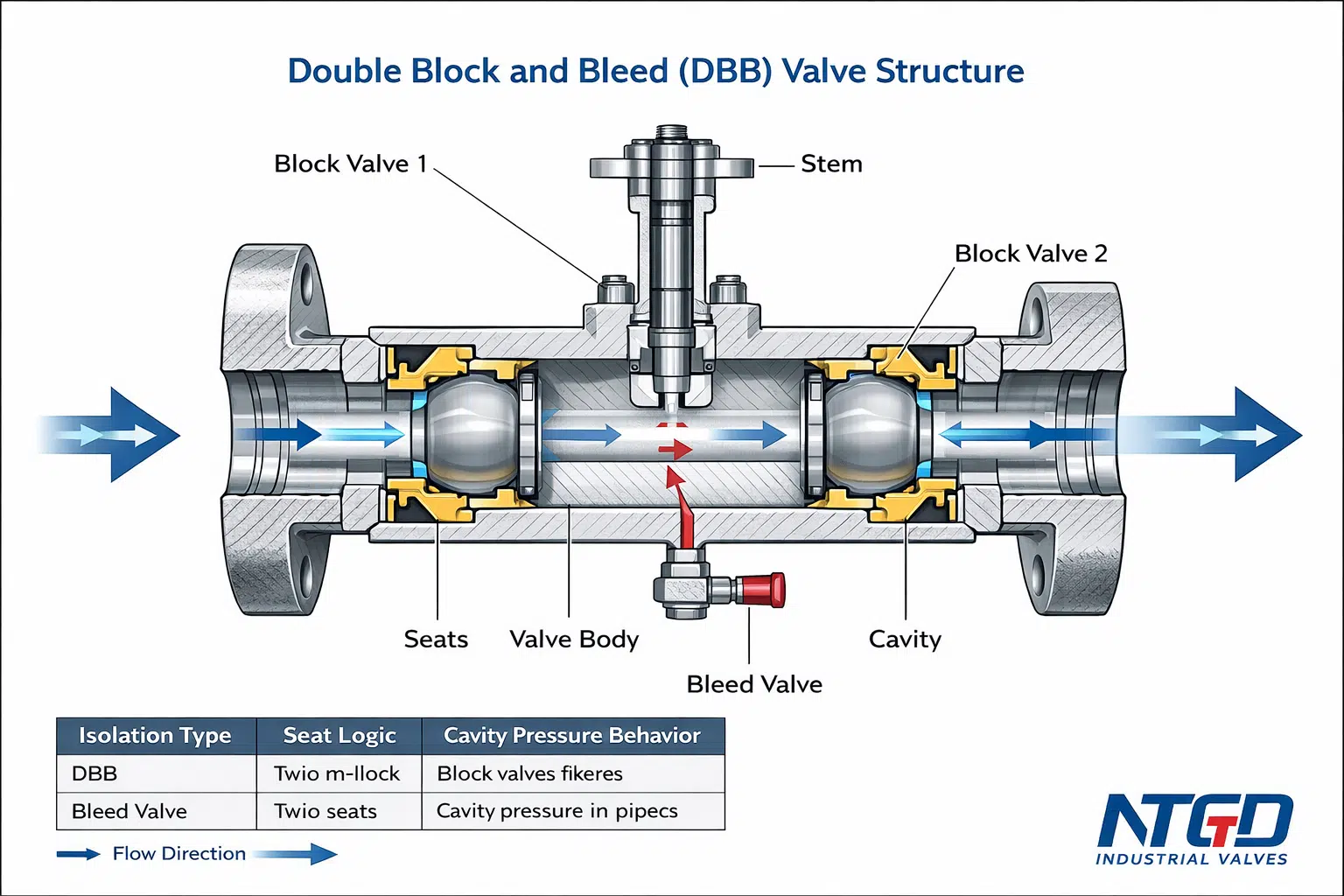
Basic Operating Logic
A DBB valve is designed so that:
-
line pressure is blocked by the primary sealing barrier
-
a secondary sealing barrier provides additional isolation
-
the trapped cavity between them can be safely vented
-
leakage can be detected before maintenance starts
In practical terms, this is why DBB valves are valued in pipeline isolation, meter proving systems, pigging operations, instrument hook-ups, and maintenance shutdown sections.
What the Bleed Function Actually Does
The bleed function is not just a convenience feature.
It allows operators to:
-
release trapped cavity pressure
-
confirm whether the first and second sealing barriers are actually sealing
-
create a safer maintenance condition
-
reduce uncertainty during line opening, calibration, or equipment replacement
Engineer’s View
From an application standpoint, the bleed point is what turns the valve from a simple shut-off element into a verification tool. That is the reason DBB valves are so important in high-consequence service.
Engineer’s Tip
Always check pressure direction, seat design, and thermal cavity pressure build-up behavior before approving a DBB valve for the project. A compact design is not enough. The isolation logic must match the operating logic.
Why Engineers Use DBB Valves
In industrial service, DBB valves are selected to solve real operating problems, not to satisfy catalog language.
1. Reduced Leak Paths
Compared with a traditional hook-up built from multiple valves, tees, fittings, and drains, a DBB assembly can reduce:
-
threaded connections
-
flanged joints
-
potential external leak paths
-
assembly complexity
This matters in hydrocarbon, toxic, flammable, sour, and high-pressure services.
2. Compact Installation
In offshore skids, instrument panels, metering systems, and crowded process modules, installation space is expensive. A DBB valve can reduce the overall footprint significantly compared with separate block valves plus a bleed valve.
3. Faster and Safer Maintenance Isolation
A DBB valve simplifies the process of:
-
isolating pressure
-
venting trapped fluid
-
confirming seal integrity
-
preparing the downstream system for maintenance
This is closely aligned with positive isolation practice and with the broader logic of lockout/tagout (LOTO) procedures in industrial operations.
4. Better Verification in Critical Service
In applications like custody transfer metering, a minor leak across an isolation barrier can become a serious operational and commercial problem. DBB valves help operators verify seat integrity before testing or intervention begins.
5. Improved Piping Simplicity
The right DBB configuration can reduce installation time, reduce assembly weight, and simplify piping layout. In some projects, that also improves long-term reliability because there are simply fewer places for leakage or installation error to occur.
Types of Double Block and Bleed Valves
DBB valves are available in different structural forms, but in industrial practice the two most common categories are modular/split-body DBB valves and integral/monoblock DBB valves.
1. Modular or Split-Body DBB Valve
A modular or split-body DBB valve typically uses a multi-piece body construction and is often selected for larger sizes and pipeline-style installations.
Common characteristics
-
suitable for larger bore applications
-
commonly available with RF / RTJ flanges or butt weld ends
-
used in transmission pipelines, process lines, and metering skids (For larger-bore, high-pressure isolation duty, engineers often compare DBB configurations with trunnion ball valve designs)
-
can support higher ANSI pressure class requirements depending on design
This type is often preferred where the project needs robust pipeline hardware, larger end connections, and conventional installation geometry.
2. Integral or Monoblock DBB Valve
An integral or monoblock DBB valve is usually machined from a single forged block or compact body and is common in instrumentation and compact process systems.

Common characteristics
-
fewer external joints
-
compact envelope
-
lower installation weight
-
commonly used for analyzers, gauges, transmitters, and sampling lines (In related small-bore isolation and process diversion applications, plug valves are also commonly evaluated)
-
especially useful where minimizing leakage points is a priority
In instrumentation service, a monoblock DBB valve often provides a cleaner and safer alternative to a field-built multi-valve arrangement.
Practical Selection Note
Choose the body style based on the actual duty:
-
pipeline and larger line service usually points toward split-body or line-size DBB designs
-
small-bore instrumentation isolation often points toward monoblock DBB designs
DBB vs DIB Valve: The Critical Difference
This is the section that many buyers should read first.
One of the most common and most costly mistakes in industrial valve selection is misunderstanding the difference between DBB and DIB valves.
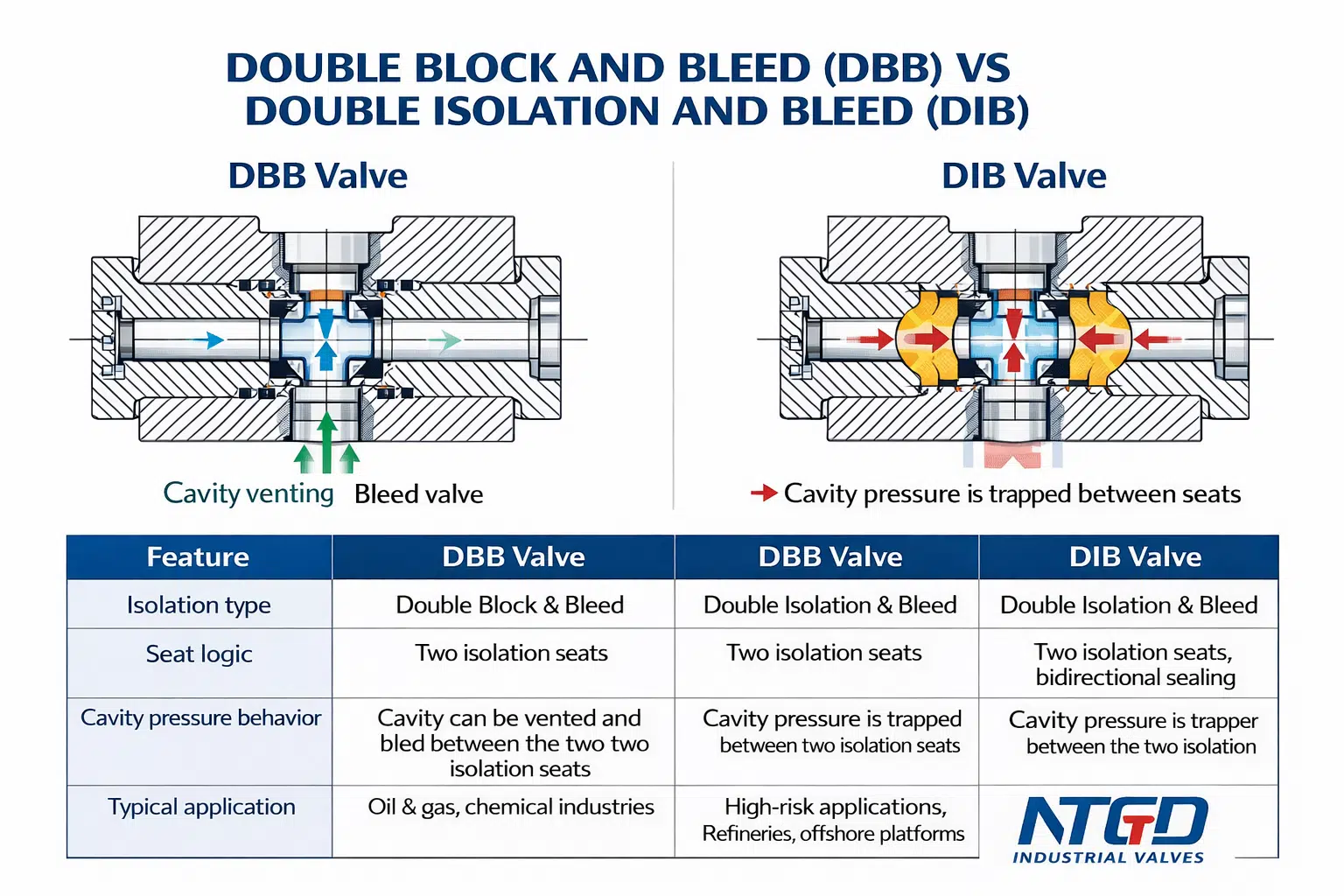
What a DBB Valve Does
A DBB valve generally provides:
-
two sealing barriers
-
a bleed point between them
-
seat logic that is often associated with unidirectional seating and, depending on design, self-relieving cavity behavior
What a DIB Valve Does
A Double Isolation and Bleed (DIB) valve generally provides:
-
two seals capable of isolating pressure in a more demanding way
-
more emphasis on sealing against pressure from one side or both sides depending on seat design
-
a greater need to evaluate cavity pressure management, because the cavity may not automatically relieve through the seats
DBB vs DIB Comparison
| Feature | DBB Valve | DIB Valve |
|---|---|---|
| Main function | Double block and bleed | Double isolation and bleed |
| Typical seat logic | Often unidirectional, design dependent | Often bidirectional or more demanding isolation logic |
| Cavity pressure handling | May include self-relieving seat behavior | Usually requires closer evaluation of cavity relief |
| Common use | General positive isolation and bleed verification | More demanding isolation duty |
| Selection risk | Misapplied when bidirectional sealing is required | Misapplied if cavity relief is not considered |
When DBB Is Usually Suitable
A DBB valve is often suitable when:
-
the service pressure direction matches the seat design
-
the cavity can be safely vented and managed
-
the application is focused on isolation plus verification
-
the assembly needs to be compact and maintainable
When DIB Should Be Considered
A DIB valve should be considered when:
-
pressure can act from both directions
-
the project requires more demanding dual isolation logic
-
the cavity cannot rely on self-relieving seat action
-
pigging or upset conditions create bidirectional sealing demand
-
the specification explicitly requires DIB performance
Field Lesson Learned
We have seen projects where a standard DBB configuration was approved based only on pressure class and body material, while the actual operating condition involved bidirectional pressure during pigging or shutdown. In those situations, the problem was not manufacturing quality. The problem was that the seat logic did not match the service logic. That is exactly why DBB vs DIB must be clarified at the selection stage, not after installation.
Where DBB Valves Are Used in Real Industrial Service
DBB valves are used across many industries, but the most relevant applications are the ones where isolation reliability, cavity venting, compact footprint, and maintenance safety are essential.
1. Oil and Gas Pipelines

In upstream, midstream, and downstream systems, DBB valves are commonly used in:
-
pipeline isolation sections
-
pig launcher and pig receiver stations
-
manifold systems
-
maintenance bypasses
-
meter runs
-
test and drain arrangements
In these services, the valve is expected to do more than just stop flow. It must support safe intervention.
2. Custody Transfer Metering Skids
DBB valves are widely used in custody transfer metering skids because leakage across the isolation boundary can affect proving accuracy, maintenance confidence, and project acceptance.
For this reason, metering service usually places a higher emphasis on:
-
reliable seat sealing
-
test documentation
-
cavity venting logic
-
maintainability
3. Instrumentation and Process Hook-Ups
Monoblock DBB valves are often used for:
-
pressure transmitters
-
differential pressure instruments
-
analyzers
-
sampling systems
-
injection lines
-
gauge isolation
In these services, reducing the number of threaded joints can significantly improve reliability and reduce leakage risk.
4. Petrochemical and Process Plants
In petrochemical plants and process facilities, DBB valves are commonly selected where:
-
hazardous media must be isolated
-
line intervention must be controlled
-
external leak points should be minimized
-
maintenance access is limited
5. Offshore and Space-Constrained Installations
In offshore and skid-mounted systems, DBB valves offer a practical advantage because compact assemblies help reduce footprint, weight, and installation complexity.
6 Common DBB Valve Selection Mistakes to Avoid
This is where many pages stop being helpful. They explain what the product is, but they do not explain how it goes wrong in real service.
Mistake 1: Treating DBB and DIB as the Same Product
This is the most frequent selection error.
A DBB valve may be completely acceptable in one service and completely wrong in another, even when pressure class and material look correct on paper.
Why it happens
-
buyers focus on catalog terminology
-
seat direction is not checked
-
the project team assumes all “double block” designs behave the same way
What to do instead
Confirm:
-
pressure source direction
-
shut-in condition
-
pigging or maintenance logic
-
cavity pressure behavior
Mistake 2: Ignoring Seat Design
Seat design influences:
-
sealing direction
-
cavity relief behavior
-
leakage performance
-
thermal performance
-
suitability for dirty or clean media
A DBB valve should never be approved based only on body style, size, or pressure class.
Field Lesson Learned
In field troubleshooting, seat mismatch is usually a more common root cause than body failure. Many engineers still overspend on upgraded body material while under-specifying seat behavior. In practice, the seat logic is often what determines whether the valve performs well after installation.
Mistake 3: Using Soft Seats in Severe Thermal Service Without Verification
Soft-seated DBB valves are widely used and often perform very well, but high-temperature service, thermal cycling, or thermal oil systems can create conditions that exceed the practical capability of the chosen seat material.
What to verify
-
operating temperature
-
peak upset temperature
-
cycling frequency
-
fire-safe requirement
-
seat compatibility with media
For severe thermal service, a “higher class” valve is not automatically a safer valve if the seat material is wrong.
Mistake 4: Overlooking Sour Service Requirements
In sour (H2S) service, material selection must be evaluated against applicable requirements such as NACE MR0175 compliance / ISO 15156 where specified.
What to review
-
body and trim material
-
hardness limits
-
corrosion compatibility
-
seal compatibility
-
project sour service requirement
A valve that is acceptable in ordinary hydrocarbon service may not be acceptable in sour service.
Mistake 5: Failing to Consider Thermal Cavity Pressure Build-Up
Thermal cavity pressure build-up is frequently underestimated.
If fluid becomes trapped in the body cavity and temperature rises, cavity pressure can increase rapidly. That is why the cavity relief logic of the seat design matters.
Common risk areas
-
blocked-in liquid service
-
solar-heated outdoor service
-
thermal oil systems
-
cryogenic warm-up transitions
-
bidirectional isolation conditions
If cavity pressure behavior is not understood, apparent seat or body “failures” can follow.
Mistake 6: Selecting by Price Alone
Price matters, but in critical service it is rarely the most expensive part of the problem.
A low-cost DBB valve that is incorrectly selected can lead to:
-
rework
-
downtime
-
leakage investigation
-
delayed startup
-
failed inspection or approval
-
higher lifecycle cost
The better question is not “Which DBB valve is cheapest?”
The better question is “Which DBB valve is correct for the service, and what documentation proves it?”
Industry Standards and Testing for DBB Valves
For serious project work, DBB valve selection should always be tied to standards and test requirements, not just a brochure description.
API 6D
API 6D is one of the most important standards for pipeline valves and is highly relevant to DBB and DIB terminology in pipeline service.
API 598
API 598 is commonly used for valve inspection and testing, including:
-
shell test
-
seat leakage test
-
closure performance checks
ISO 14313
ISO 14313 is the international pipeline valve standard aligned with pipeline valve applications in the petroleum and natural gas industries.
ASME B16.34
ASME B16.34 is relevant to pressure-temperature ratings and design requirements for many industrial valve types.
API 607
For soft-seated valves in hazardous service, API 607 fire-safe performance may be required depending on project specification.
For sour service, NACE / ISO requirements are often critical for confirming material suitability.
Why This Matters
In project execution, the valve standard alone is never the whole story. Buyers should also confirm:
-
acceptance criteria
-
test scope
-
material certificates
-
pressure test reports
-
witness inspection requirement
-
fire-safe or anti-static requirement where applicable
NTGD DBB Valve Testing and Quality Control
For project buyers, testing is where catalog claims become engineering evidence.
At NTGD, DBB valve production and inspection can be aligned with project requirements for size, pressure class, end connection, body material, seat material, documentation package, and optional compliance testing.
A robust DBB valve quality process should include, where applicable:
1. Hydrostatic Shell Test
-
typically performed at 1.5 × rated working pressure
-
holding time adjusted according to valve size and project requirement
-
acceptance based on zero visible shell leakage
2. Seat Seal Test
-
typically performed at 1.1 × rated working pressure
-
verifies sealing performance across the seats
-
confirms leakage performance in accordance with project acceptance criteria
3. Cavity Relief Verification
Where design requires self-relieving seat behavior, cavity pressure management must be verified to confirm that pressure can be safely relieved under realistic operating conditions.
4. Material Traceability Review
For critical projects, traceability of body, trim, and pressure-containing components should be documented and available for review.
5. Optional Additional Tests
Depending on service, the project may also require:
-
API 607 fire-safe test
-
anti-static test
-
NACE MR0175 related material review
-
cryogenic cycling verification
-
third-party witness testing
-
PMI, NDE, or project-specific inspection points
Engineering Recommendation
For custody transfer and other high-consequence services, third-party witness testing is often worth specifying even when it is not mandatory. In those applications, a very small sealing issue can become a large operational and commercial problem over time.
DBB Valves for Specialized Industrial Applications
Many buyers do not search only for “DBB valve.”
They search for the valve in the context of a difficult service.
That is where selection becomes more technical and more commercially important.

DBB Valves for Sour (H2S) Service
In sour service, valve selection should focus on:
-
NACE-compliant materials where required
-
resistance to sulfide stress cracking
-
compatibility of soft parts and seals
-
documentation clarity
The key point is that not every stainless or alloy body automatically satisfies sour service requirements. The valve must be reviewed as a complete material system.
DBB Valves for LNG and Cryogenic Service
In cryogenic LNG service, DBB valve selection becomes more demanding because low temperature affects:
-
material toughness
-
sealing behavior
-
stem sealing performance
-
thermal contraction
-
cavity pressure management during temperature transition
Cryogenic service requires more than ordinary pressure class review. The design must be evaluated for low-temperature behavior.
DBB Valves for High-Temperature Thermal Oil Service
For high-temperature thermal oil systems, seat material compatibility is often the first concern.
In this service, buyers should review:
-
maximum operating temperature
-
thermal cycling profile
-
fire-safe requirement
-
long-term seat stability
-
cavity pressure build-up behavior
Many failures in thermal oil applications are not caused by insufficient body strength. They are caused by seat material and sealing design not matching the service.
DBB Valves for Offshore Wellhead Applications
In offshore wellhead and manifold systems, DBB valves are often selected because compact design can reduce weight and envelope. But those benefits only matter if the valve also meets the service demands for:
-
corrosion resistance
-
vibration resistance
-
material compliance
-
inspection documentation
-
fire-safe performance where required
For offshore service, compactness should be considered a secondary advantage. Reliability comes first.
How to Select the Right DBB Valve
A proper DBB valve selection should follow a structured engineering process.
1. Confirm Pressure Direction
Determine where pressure can come from during:
-
normal operation
-
shutdown
-
maintenance
-
pigging
-
upset conditions
This is the first and most important decision point.
2. Confirm Whether DBB or DIB Is Required
Do not assume that “double block” language in a specification automatically means either one is acceptable.
3. Confirm Pressure Class and Temperature Range
Pressure class must match the service, but temperature is equally important because it affects seat, seal, and material behavior.
4. Select Body and Trim Material
Review:
-
process medium
-
corrosion risk
-
chloride exposure
-
H2S content
-
erosion potential
-
project standard requirement
5. Select the Right Seat Design
This is often the most important factor in long-term performance.
Review:
-
sealing direction
-
media cleanliness
-
thermal behavior
-
shut-off class requirement
-
cavity pressure relief behavior
6. Confirm End Connection
Choose according to piping and installation requirements:
-
flanged
-
threaded
-
socket weld
-
butt weld
7. Review Testing and Documentation
Before ordering, confirm:
-
applicable standards
-
shell and seat test requirements
-
material certificates
-
dimensional inspection
-
witness inspection if needed
-
documentation package for approval
Practical Selection Rule
In long-term field performance, the single most common cause of trouble is not insufficient pressure class. It is mismatch between seat logic and actual operating condition.
Why Choose NTGD for Double Block and Bleed Valves
Selecting a DBB valve supplier is not just about finding a manufacturer that can quote a valve size and class. It is about finding a supplier that understands:
-
application logic
-
seat behavior
-
standards and documentation
-
material selection
-
installation conditions
-
testing expectations
NTGD supports DBB valve projects with attention to:
-
application-based valve selection
-
multiple body and trim material options
-
ANSI Class [150–2500] solutions depending on design
-
size range from [1” to 24”] depending on valve type
-
flanged, threaded, socket weld, and butt weld end connections
-
documentation support for industrial and oil & gas projects
-
engineering communication for sour service, metering, offshore, and process isolation duty
When to Contact NTGD
Contact NTGD when your project needs help with:
-
DBB vs DIB clarification
-
pressure direction evaluation
-
metering skid DBB selection
-
pig launcher / receiver isolation valve selection
-
sour service material review
-
fire-safe or cryogenic application review
-
custom documentation and inspection scope
Conclusion
A Double Block and Bleed Valve is not simply a compact shut-off device. It is an isolation and verification solution used where maintenance safety, pressure control, leakage risk, and system reliability matter.
The correct valve is not determined by name alone. It is determined by whether the valve design matches the service logic.
That means the selection must consider:
-
DBB vs DIB requirement
-
seat direction
-
cavity pressure behavior
-
pressure class
-
material compatibility
-
standards and testing
-
documentation and inspection needs
If those points are handled correctly, a DBB valve can provide a compact, reliable, and maintenance-friendly solution for pipeline, metering, instrumentation, and process service.
If they are ignored, even a high-quality valve may be placed into the wrong duty.
Need help selecting the right DBB valve for your project?
Send NTGD your pressure, temperature, medium, end connection, and application details, and our engineering team can recommend a suitable DBB valve solution for your service.
FAQ
What is a Double Block and Bleed Valve?
A Double Block and Bleed Valve is a valve arrangement or integrated valve design that provides two sealing barriers with a bleed point between them so operators can isolate pressure and verify seat integrity.
What is the difference between DBB and DIB valves?
A DBB valve generally provides double block and bleed functionality with seat logic often associated with unidirectional sealing and possible self-relieving behavior, while a DIB valve is used where more demanding dual isolation logic and cavity pressure evaluation are required.
Can a DBB valve be used for bidirectional pressure?
Not always. That depends on seat design and service condition. If the application requires bidirectional sealing performance, a DIB design or a different configuration may be more appropriate.
What is the OSHA definition related to DBB?
In safety practice, DBB is often associated with shutting two inline isolation points and opening a drain or vent between them so the trapped section can be safely relieved before maintenance work proceeds.
What is the difference between single block and bleed and double block and bleed?
A single block and bleed arrangement uses one primary sealing barrier and one bleed point. A DBB arrangement uses two sealing barriers with a bleed point between them, offering a higher level of isolation verification.
How does a DBB valve work?
A DBB valve works by creating two sealing barriers with a cavity between them. The cavity is vented through the bleed point so trapped pressure can be released and seal performance can be checked.
Where are DBB valves commonly used?
DBB valves are widely used in oil & gas pipelines, metering skids, pig launcher and receiver systems, instrumentation hook-ups, petrochemical plants, and other maintenance-critical isolation services.
What standards are commonly relevant for DBB valves?
Commonly referenced standards include API 6D, API 598, ISO 14313, ASME B16.34, API 607, and NACE MR0175 / ISO 15156 where applicable.
How often should DBB valves be tested and maintained?
Inspection and maintenance frequency depends on service criticality, media, cycle frequency, and project standard requirements. Critical services usually require a more structured testing and inspection plan.
What pressure class and size range are available for DBB valves?
That depends on valve design and manufacturer capability. Typical project supply ranges may cover small-bore instrumentation DBB valves through larger line-size pipeline DBB valves in multiple pressure classes.



